









步骤 1 准备工件
步骤 2 确定放电
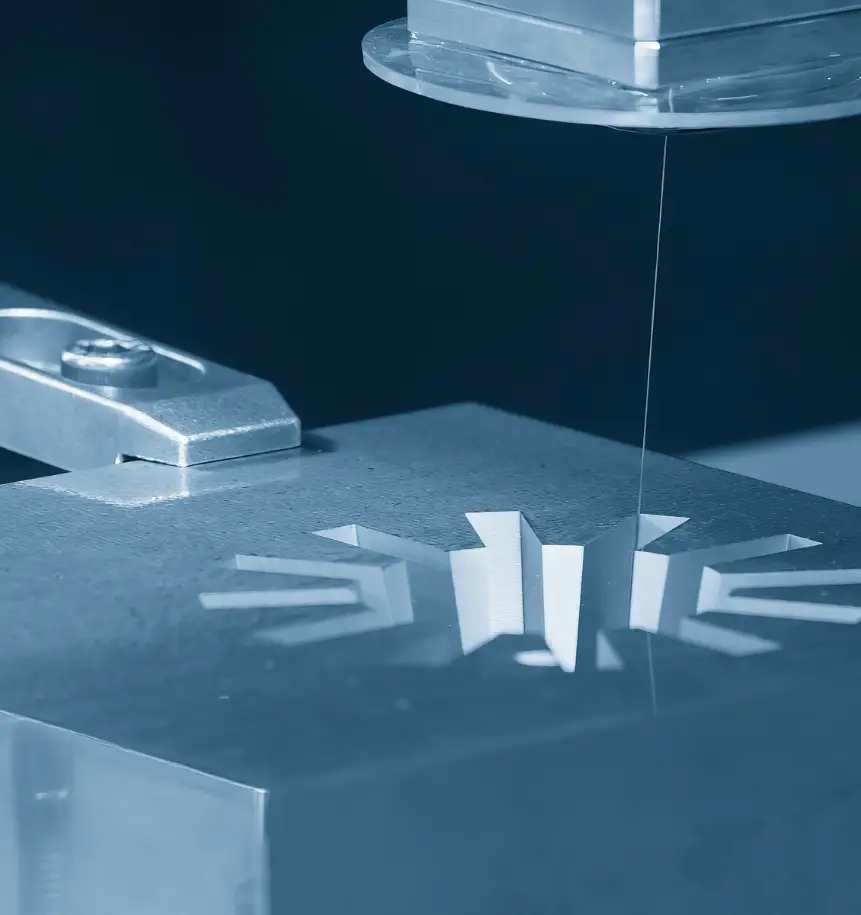
步骤 3 控制导线运动
步骤 1 准备工件
我是标签 1 的内容。单击编辑按钮更改此文本。Lorem ipsum dolor sit amet, consectetur adipiscing elit.Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.
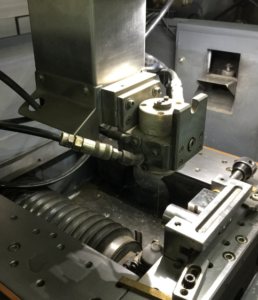
步骤 2 确定放电
接下来,一根细金属线被送入机器的导轨,金属线和工件被浸没在电介质液体(通常是去离子水)中。施加电势,使液体分解,产生放电(火花),侵蚀工件表面。.

步骤 3 控制导线运动
最后一步是使用计算机数控(CNC)系统精确控制线的运动。数控系统引导金属丝沿特定路径移动,使其能够切割工件上的复杂形状和轮廓。在切割过程中,介电流体不断循环,以清除碎屑并保持温度。切割完成后,工件被移除,从而得到高质量、精确加工的零件。.

不锈钢
钛
钢和硬质工具钢
铝质
不锈钢
不锈钢具有出色的耐腐蚀性和强度,是医疗和食品加工等各种行业中耐用、持久部件的理想选择。.
钛

钛具有优异的强度重量比和生物相容性,非常适合航空航天应用和需要耐用性和轻质特性的医疗植入物。.
钢和硬质工具钢

钢和硬质工具钢以其韧性和耐磨性著称,适用于切削工具、模具和重型机械部件等高压力应用。.
铝质

铝重量轻,可加工性强,具有良好的耐腐蚀性和导电性。它广泛应用于航空航天、汽车和电子领域。.

