


















医用压铸件
精密外壳和设备外壳,要求尺寸稳定、表面光洁。.
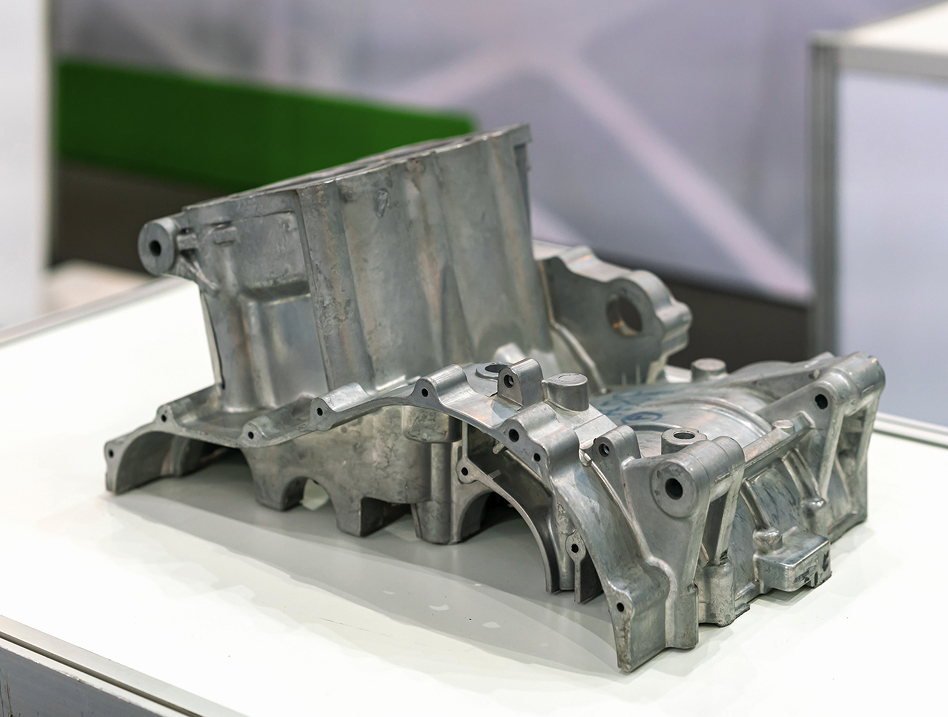
汽车压铸件
发动机外壳、变速箱壳体、发动机支架以及需要高强度和耐热性的结构支撑件。.

机器人
精密支架、齿轮箱外壳、传动装置部件和承重结构件。.

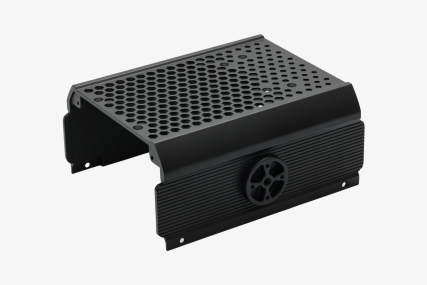
消费品
用于小型电子设备的铝制外壳、LED 散热片、内框架和保护壳。.

精密外壳和设备外壳,要求尺寸稳定、表面光洁。.
发动机外壳、变速箱壳体、发动机支架以及需要高强度和耐热性的结构支撑件。.
精密支架、齿轮箱外壳、传动装置部件和承重结构件。.
用于小型电子设备的铝制外壳、LED 散热片、内框架和保护壳。.