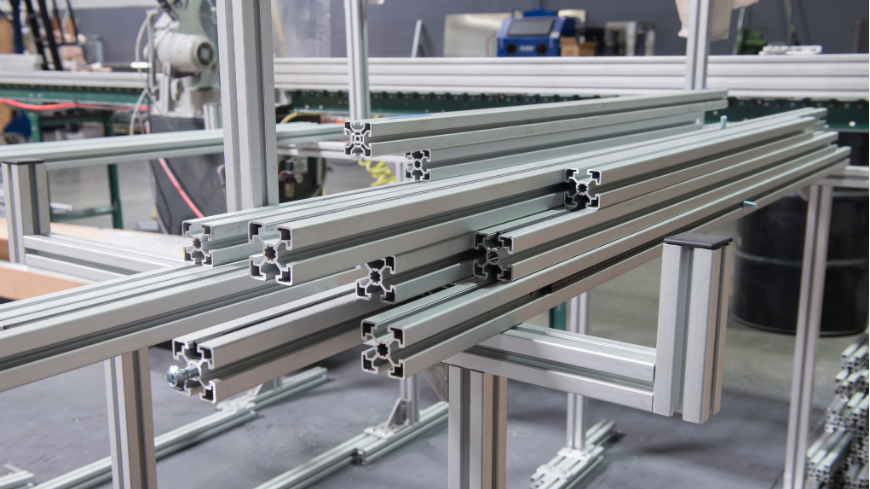
Termite Precision offers custom aluminum extrusions services for prototypes and low-volume production. can extrude many types of custom Aluminum extrusion profiles with different cross-sections.
manufacturing center, totally 70 sets extrusion press Lines from 600Ton from 3800Ton, can handle extrusions with different complexity and quantities. all ISO 9001:2015 certified factories
are made for your specific shapes, designations & applications. use in Construction and architecture · Automotive and transportation · Electrical and electronics · Consumer products. To be specific. used in windows, door frames, canopies, curtain walls, light fixtures, sun shades, and handrail systems.
Order Your Aluminum Extrusion Profiles
Termite Precision offers custom and standard aluminum profiles with high quality at low cost for your projects.
Materials for Custom Aluminum Extrusion
Our standard alloys cover different strength, corrosion resistance, and machining properties. Common choices for construction, automotive, and electronics. Need other aluminum alloys for extrusion? Let’s know your requirements.
Aluminum
Aluminum Extrusion Finishes
Surface finishes protect extruded aluminum parts from corrosion and wear while improvding appearance. View Termite Precision’s finishing methods listed below. And we’re happy to discuss additional options to meet your specific requirements.
Anodizing
Creates a protective oxide layer that stops corrosion and provides electrical insulation. Available in natural, black, and colored finishes for architectural and electronic applications.
Powder Coating
Dry powder coating baked onto aluminum for tough, colorful finish. Resists scratches, UV rays, and chemicals. Wide color range for outdoor and decorative uses.
Electrophoresis
Uniform coating process using electric current to deposit paint evenly on complex shapes. Provides smooth finish and good corrosion protection for automotive parts.
Brushed Finish
Mechanical brushing creates directional grain texture that hides scratches and fingerprints. Popular for consumer electronics, appliances, and architectural trim with metal look.
Bead Blasting
High-pressure glass beads create uniform matte surface texture. Removes machining marks and provides consistent appearance for precision parts and decorative applications.
Painting
Liquid paint application offers unlimited color choices at low cost. Good for prototypes, small batches, and applications where color matching is important.
Silk Screen Printing
Prints logos, text, and graphics directly onto aluminum surfaces. Durable ink bonds well for control panels, nameplates, and branded products.
Laser Engraving
Precise laser removes material to create permanent markings, serial numbers, and detailed patterns. Clean process with sharp edges for identification and decorative work.
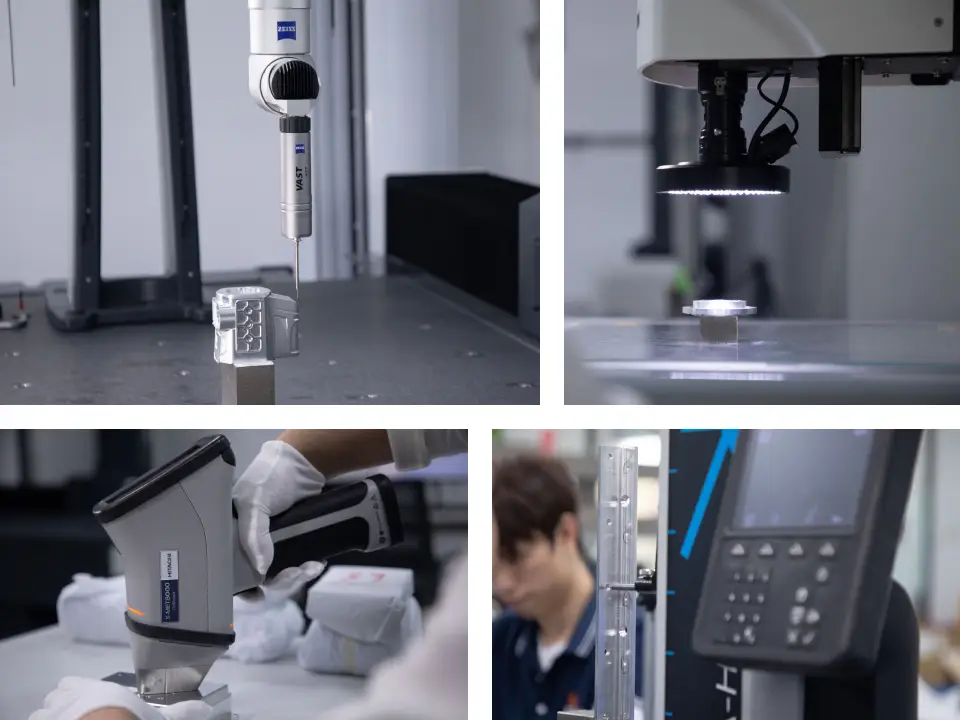
Quality Your Can Trust
Quality is built into every step of our aluminum extrusion process. With ISO-certified production facilities and over 70 extrusion and inspection machines, we deliver parts that meet high standards in accuracy and finish.
Dimensional and Tolerance Checks
We measure key dimensions like cross-section width, height, wall thickness, total length, straightness, flatness, perpendicularity, and fit of holes or slots. Inspection tools include calipers, micrometers, height gauges, and coordinate measuring machines (CMM).
Surface Inspection
All profiles are checked for scratches, dents, cracks, air bubbles, burrs, extrusion lines, and deformation. Lighting and magnification are used to spot fine surface issues.
Material and Performance Testing
On request, we provide test results for strength and hardness, as well as RoHS reports and material certificates, depending on project needs.
Complete control over surface finish, profile shapes, material grades, and color options. Match exact specifications for your application requirements across industries.
Guaranted Precision
Critical dimensions held to ±0.1mm tolerance. Standard dimensions maintained at ±0.15mm. Consistent accuracy for fit and function requirements.
Reliable Delivery
Fast tooling and material matching. Standard profiles delivered in 7 days. Complex geometries completed within 10-15 days without die modifications.
What's the Aluminum Extrusion Process?
Aluminum extrusion is the process of pushing a heated aluminum billet through a custom die to form profiles with a specific corss-sectional shape. At RapidDirect, we follow a standard, proven production flow:
It begins with die machining, solid , hollow, or semi-hollow, and billet preheating, typically 400–500°C. Aluminum is then extruded—either direct or indirect, hot or cold — depending on the aluminum alloys and end use.
Once extrusion, the profile is cooled, stretched, and cut to size. Additional steps such as aging for strength and hardness, surface finishing for appearance and functionality, or assembly can be applied as needed. Each custom aluminum extrusion go through inspection and packaging before delivery.
Applications of Aluminum Extrusion
Industries rely on custom aluminum extrusions for their strength-to-weight ratio and design flexibility. Below are some of the most common applications.
| Industrial
Machine frames, workstations, and automation systems.
| Transportation
Auto frames, trailers, and train body components.
| Construction
Doors, windows, curtain walls, handrails, and facades.
| Energy
Solar frames, wind turbine parts, and offshore structures.
| Electronics
Enclosures, LED housings, and heat sinks.
Pros and Cons of Aluminum Extrusion
Pros
Lightweight & Strong.
High strength-to-weight ratio reduces structural load
Corrosion Resistant
Natural oxide layer prevents rust and degradation
Design Flexibility
Complex cross-sections achievable in single process
Cost-Effective
Lower machining costs compared to solid aluminum blocks
Easy Assembly
T-slot compatibility and simple joining methods
Recyclable
100% recyclable material supports sustainability goals
Cons
Initial Tooling Cost
Die manufacturing requires upfront investment
Limited Shape Changes
Profile modifications require new die tooling
Material Waste
Trimming and setup create scrap material
Size Limitations
Maximum profile dimensions restricted by press capacity
Surface Variations
Extrusion lines may require post-processing
Temperature Sensitivity
Strength reduction at elevated temperatures
FAQs
What’s the typical tolerance range for custom aluminum extrusions?
Tighter tolerances cost more to manufacture. Precision tooling and extra inspection steps increase production expenses.
Pick tolerances that match your project needs. Standard tolerances work for most applications and keep costs down. Use tighter tolerances only when parts must fit precisely together.
RapidDirect follows ISO 9001-C standards. Critical dimensions are controlled within ±0.1 mm, while other dimensions are held to ±0.15 mm. RapidDirect helps you pick the right tolerance specification that works for your custom aluminum extrusion project without paying for precision you don’t need.
Any non-welding frame or gantry options besides aluminum extrusions?
Steel Tubing with Mechanical Connections
Steel tubing can be fastened together without welding using corner bracecs with metal farming scrrews or mechanical connectors and clamps.
Alternative Methods
Mechanical fasteners and adhesives work as welding alternatives. Steel profiles offer higher strength than aluminum, but need more complex assembly. For CNC grantries, steel tubing with brackets works, thouth aluminum extrusions remain easier to assemble.
What factors determine the wall thickness of custom aluminum extrusions?
The wall thickness of an aluminum extrusion depends on several practical considerations:
Aluminum Grade– Softer alloys may need thicker walls for strength, while stronger alloys can support thinner sections.
Profile Design– Shapes with deep channels, curves, or unsupported spans may require more thickness for stability.
Press Capability – The size and tonnage of the press influence how thin or thick a section can be reliably formed.
सतह परिष्करण– Coatings or anodizing may affect minimum wall thickness to avoid distortion or uneven treatment.
Dimensional Tolerance – Stricter tolerance limits often lead to thicker walls to ensure consistent output during cutting or machining.
Wall thickness is typically set during the design stage, balancing strength, weight, and cost based on how the part will be used.
What wall thickness is generally recommended for custom aluminum extrusions?
A typical recommended wall thickness falls between 1.0 mm and 2.5 mm.
For structural or load-bearing parts, thicker walls (2.0 mm or more) offer better strength and rigidity.
For lightweight or decorative components, thinner walls (around 1.0 mm) are often sufficient.
Minimum feasible thickness also depends on the alloy, shape complexity, and press capacity.
The final choice should balance mechanical needs, weight, and cost, based on the extruded aluminum part’s application.
Do you support prototyping for aluminum extrusion projects?
Yes, Termite Precision provides prototyping and small-batch aluminum extrusion services. We can produce sample parts for testing and validation before full production runs.
Our prototyping service helps you:
Test fit and function before committing to large quantities
Verify dimensions and tolerances meet your specs
Evaluate surface finishes and material properties
Make design changes early in the development process
What’s the typical cost for custom aluminum extrusion services?
Costs depend on a few main things:
Material TypeDifferent aluminum alloys cost different amounts. Common ones like 6061 and 6063 are cheaper than specialty metals.
Part SizeBigger profiles use more material and might need larger presses, which costs more.
Design Complexity
Simple shapes are cheaper to make
Complex cross-sections need expensive tooling
Tight tolerances take more time and inspection
Other Things That Affect Price
How many you order – bigger orders cost less per piece
Surface finishes you want
Tooling and die costs for new profiles
Want to know what your project will cost? Send RapidDirect your drawings and specs. We’ll give you a real quote based on what you actually need.
Any tips for keeping extrusion production cost-effective?
Start with smart design choices to cut costs. Keep wall thickness uniform since varying thickness makes tooling harder and more expensive. Use simple radius corners instead of sharp angles, and make designs symmetrical when possible. Try to minimize channels and screw slots, and avoid deep, narrow channels that are hard to form during extrusion.
Choose standard aluminum alloys like 6061 or 6063 rather than specialty metals. Order larger quantities to spread tooling costs across more parts. Use standard tolerances unless tight ones are really needed for your application. Pick simpler surface finishes and consider using existing die profiles if they work for your project.
Plan your design carefully and stick with it. Changes after tooling is made get expensive fast. Work with your aluminum extrusion supplier early in the design phase so they can spot potential cost issues before you commit to expensive tooling.
Is it possible to recycle aluminum extrusions?
Yes, aluminum extrusions are 100% recyclable without losing strength or quality. Recycling cuts manufacturing costs and reduces carbon footprint compared to making new aluminum. You can reuse aluminum extrusions many times, making them good for eco-friendly projects while keeping the same performance.
What kinds of extrusion dies are used in producing custom aluminum profiles?
Three main types of dies:
Solid Dies. Used for simple, solid profiles without any hollow sections or internal cavities. These are the most basic and cost-effective dies.
Hollow Dies. Create profiles with enclosed hollow sections or tubes. These dies are more complex because they need mandrels to form the internal cavities.
Semi-Hollow Dies. Make profiles with partially enclosed sections, like C-channels or angles with slots. These fall between solid and hollow dies in terms of complexity and cost.
What're standard size for T-slot framing?
10mm x 10mm, 20mm x 20mm, 30mm x 30mm, 40mm x 40mm, 45mm x 45mm, 50mm x 50mm, 60mm x 60mm, 80mm x 80mm, 100mm x 100mm, 160mm x 160mm.
These are typical profiles for T-slot aluminum extrusions used in framing and assembly applications. Different industries like windows, doors, or structural construction may use different standard sizes based on their specific requirements.