









Medical die casting
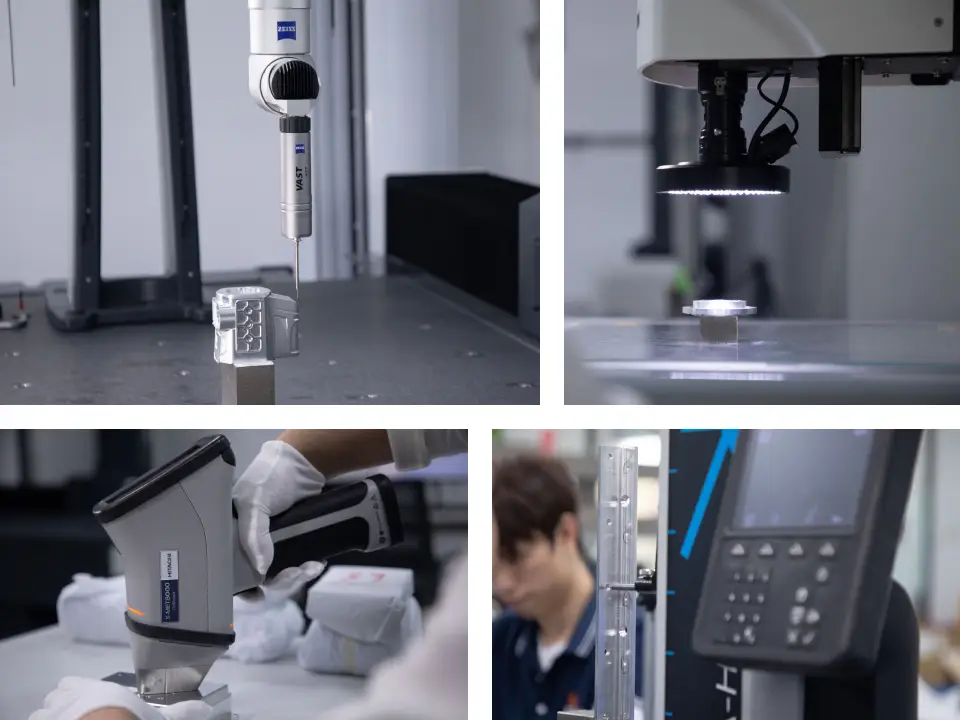
Precision housings and device enclosures requiring dimensional stability and clean surface finish.
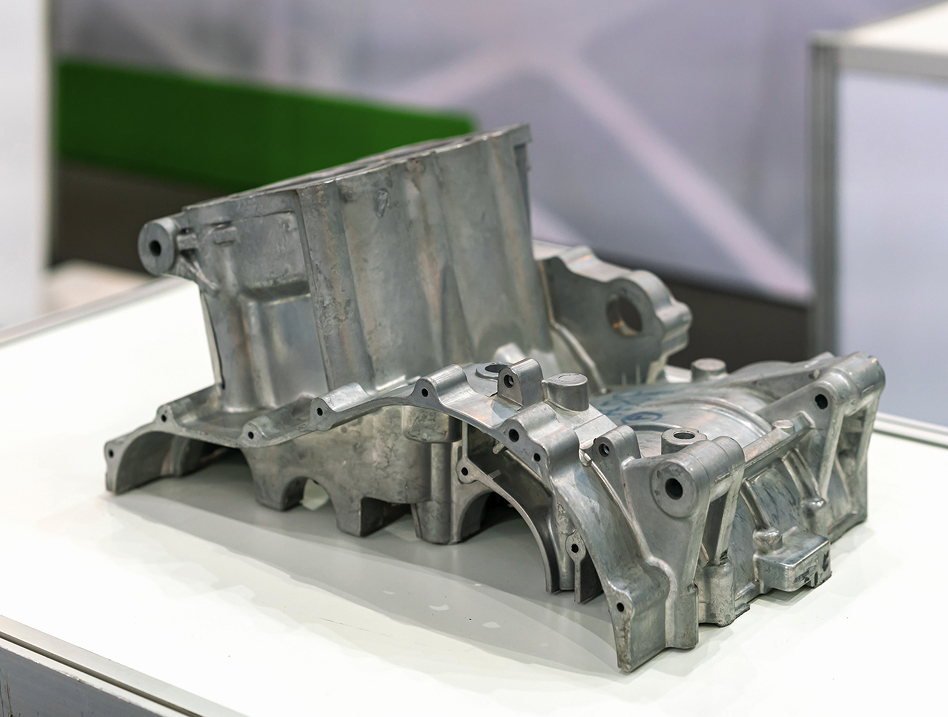
Automotive die casting
Engine housings, transmission cases, motor brackets, and structural supports requiring high strength and thermal resistance.

Robotik
Precision brackets, gearbox housings, actuator components, and load-bearing structural parts.

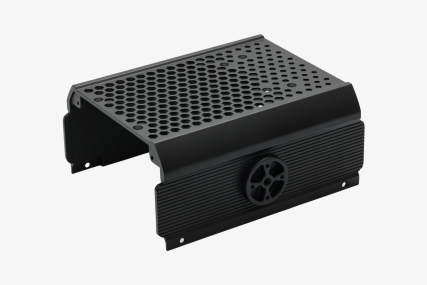
Konsumgüter
Aluminum enclosures, LED heat sinks, internal frames, and protective housings for compact electronic devices.